
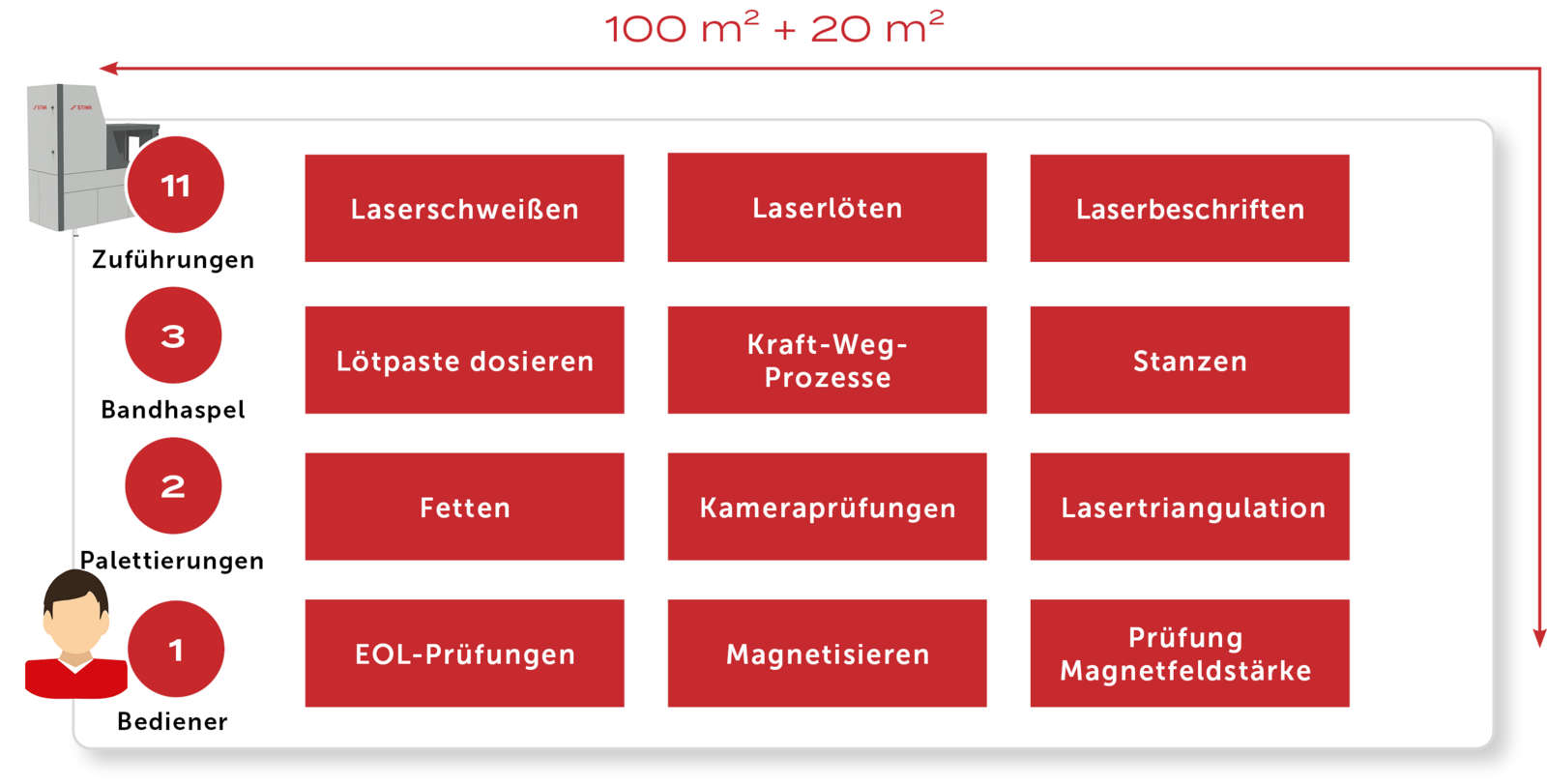
In diesem zweiteiligen Anlagenverbund von STIWA werden elektrische Baugruppen für Zahnbürsten montiert und geprüft. Die Einzelteile werden über 11 Zuführungen, 3 Bandhaspeln und 2 Flächenpalettierungen eingebracht.
Eine Vormontage-Anlage fertigt die Baugruppe, bestehend aus Magnet und Hülse, für die Hauptanlage. Palettierungen und Schüttgut-Zuführungen beliefern die weiteren Prozess-Stationen. Elektrische Kontakte werden rückseitig aufgelötet. Nach geometrischer Vermessung und Funktionsprüfung wird die Baugruppe in Blistern ausgegeben.

VIELSCHICHTIGE LASERPROZESSE
Zwei Kunststoffteile werden mittels Diodenlaser miteinander verschweißt. Der Laser durchstahlt ein transparentes Teil und schmilzt das dahinterliegende Element auf. Ein weiterer Prozess schweißt Niro-Produktteile in 2,4 Sekunden mit höchster Positionsgenauigkeit unter Verwendung von Schutzgas.
KONTROLLIERTES LASERLÖTVERFAHREN
Das Produkt wird auf einem Drehteller fixiert und die Lötpaste aufgetragen. Ein Diodenlaser schmilzt das Lötzinn auf, wobei das Flussmittel der Lötpaste verdampft. Diese Lösung zeigt die tiefgreifende Kompetenz von STIWA beim Prozess Laserlöten, der gezielt für die spezifische Kundenanforderung entwickelt wurde.
PRÄZISE STANZPROZESSE FÜR VERSCHIEDENE MATERIALIEN
Die Anlage nutzt zwei Typen von Stanzwerkzeugen. Ein Werkzeug stanzt ein elektrisch isolierendes Papier von der Rolle. In zwei folgenden Stationen werden jeweils zwei Kontakte aus einem Kupferband gestanzt.
DIE FAKTEN
| Leistung | > 14 Millionen Teile/Jahr |
| Produktvarianten | 1 Typ |
| Fläche | 100 m2 + 20 m2 |
| Aufstellungsorte | Europa |
| Automationsgrad | Vollautomatisiert |
Ähnliche Referenzen


Christian Aicher
Global Sales Director
STIWA Automation